مقدمه
در صنایع مختلف از تولید لوازم خانگی تا قطعات خودرو و تجهیزات پزشکی، فرآیند کشش عمیق به عنوان یکی از روشهای مهم شکلدهی فلزات شناخته میشود. در این میان، فولادهای زنگنزن آستنیتی به دلیل ترکیب مناسبی از استحکام، مقاومت به خوردگی و قابلیت فرمپذیری، گزینههای ایدهآلی برای این فرآیند محسوب میشوند. اما پرسش کلیدی اینجاست: بین دو گرید پرکاربرد ۳۰۴ و ۳۱۶، کدام یک برای عملیات کشش عمیق در شرایط کارسرد مناسبتر است؟
بررسی ساختار متالورژیکی و تأثیر آن بر فرمپذیری
برای پاسخ به این پرسش، لازم است ابتدا به بررسی ساختار متالورژیکی و خواص مکانیکی این دو آلیاژ بپردازیم.
فولاد زنگ نزن ۳۰۴ با ترکیب شیمیایی ۱۸-۲۰% کروم و ۸-۱۰.۵% نیکل، ساختار آستنیتی کاملی دارد که انعطافپذیری فوقالعاده و چقرمگی بالایی را ارائه میدهد. این گرید دارای مقدار کربن پایین (حداکثر ۰.۰۸%) است که از تشکیل کاربید کروم و بروز پدیده خوردگی بین دانهای جلوگیری میکند.
فولاد زنگ نزن ۳۱۶ نیز دارای ساختار آستنیتی است اما با تفاوت کلیدی وجود ۲-۳% مولیبدن. این افزودنی مقاومت به خوردگی بهویژه در محیطهای حاوی کلرید را به میزان قابل توجهی افزایش میدهد. با این حال، همین عنصر اضافی تأثیرات مهمی بر خواص فرمپذیری این آلیاژ دارد.
مقایسه خواص مکانیکی مرتبط با کشش عمیق
نسبت کشش (LDR - Limiting Drawing Ratio):
این شاخص نشاندهنده حداکثر نسبت قطر ورق به قطر نهایی قطعه کشششده است. گرید ۳۰۴ معمولاً دارای LDR بالاتری نسبت به گرید ۳۱۶ است که امکان تولید قطعات با عمق بیشتر و تغییر شکل شدیدتر را فراهم میکند.
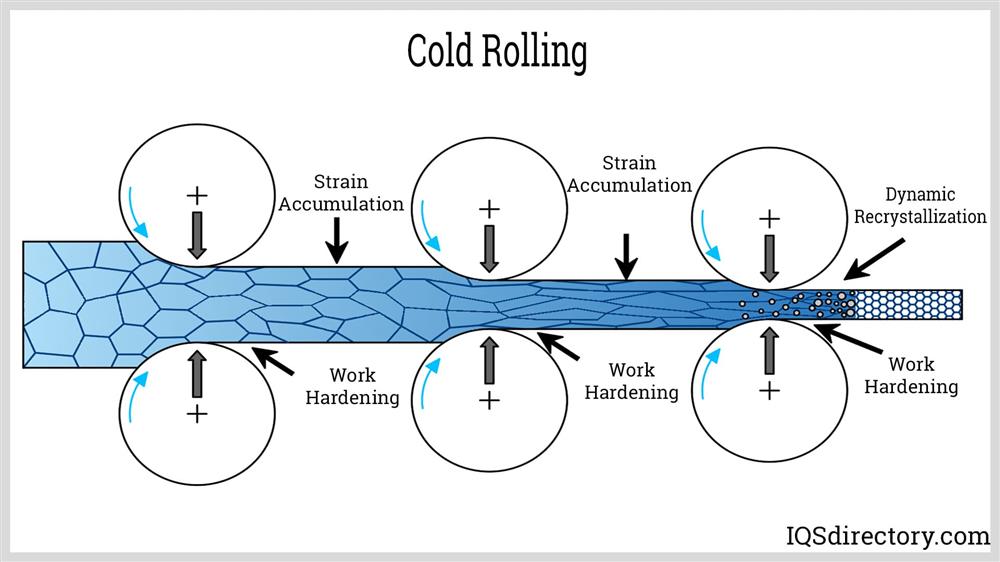
کارسختی (Work Hardening):
هر دو گرید به دلیل ساختار آستنیتی، نرخ کارسختی بالایی دارند. با این حال، گرید ۳۰۴ دارای ضریب کارسختی (n-value) بالاتری است که توزیع یکنواختتر کرنش در حین فرآیند کشش را ممکن میسازد و از نازکشدگی موضعی و پارگی جلوگیری میکند.
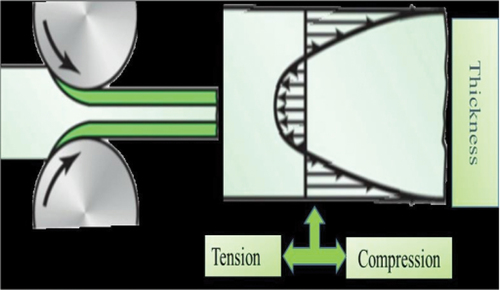
انیزوتروپی (Anisotropy):
ضریب انیزوتروپی (r-value) در گرید ۳۰۴ معمولاً بالاتر از ۳۱۶ است. این مشخصه نشاندهنده مقاومت بیشتر در برابر نازکشدگی در ضخامت ورق است که برای حفظ یکنواختی ضخامت در قطعات کشششده عمیق حیاتی میباشد.
استحکام و انعطافپذیری:
گرید ۳۰۴ معمولاً استحکام تسلیم پایینتر و ازدیاد طول بیشتری در مقایسه با گرید ۳۱۶ دارد. این ویژگی باعث میشود ورق ۳۰۴ در حین فرآیند کشش عمیق، تنشهای کششی را بهتر تحمل کرده و احتمال ترکخوردگی کاهش یابد.
چالشهای فرآیندی و ملاحظات عملی
کنترل پارامترهای فرآیند:
در کشش عمیق گرید ۳۱۶، نیاز به کنترل دقیقتر سرعت پرس، نیروهای ورقگیر و روانکاری وجود دارد. این گرید به دلیل استحکام بالاتر، نیاز به نیروی بیشتری در حین فرآیند دارد.
بازپخت (Annealing):
در مواردی که چندین مرحله کشش مورد نیاز است، عملیات بازپخت بین مراحل برای بازیابی انعطافپذیری ضروری است. گرید ۳۱۶ معمولاً به دمای بازپخت بالاتری نیاز دارد و کنترل دقیقتر دما برای جلوگیری از تشکیل سیگما فاز (σ-phase) که تردی ایجاد میکند، ضروری است.
هزینه و صرفهاقتصادی:
گرید ۳۰۴ به طور کلی ارزانتر از ۳۱۶ است و فرآیندپذیری بهتر آن منجر به کاهش نرخ ضایعات و افزایش بهرهوری میشود.
کاربردهای خاص و استثناها
با وجود برتری کلی گرید ۳۰۴ در کشش عمیق، در کاربردهایی که مقاومت به خوردگی بالا مورد نیاز است (مانند تجهیزات صنایع شیمیایی، دریایی یا محیطهای حاوی کلرید)، استفاده از گرید ۳۱۶ علیرغم چالشهای فرمپذیری توجیهپذیر است. در چنین مواردی، ممکن است نیاز به طراحی ویژه قالب، استفاده از روانکارهای با کارایی بالا و بهینهسازی پارامترهای فرآیند باشد.
نتیجه گیری
با در نظر گرفتن کلیه فاکتورهای متالورژیکی و فرآیندی، گرید ۳۰۴ فولاد زنگنزن به طور کلی برای عملیات کشش عمیق در شرایط کارسرد مناسبتر از گرید ۳۱۶ است. برتری این گرید در ضریب کارسختی بالاتر، انعطافپذیری بهتر، استحکام تسلیم پایینتر و قابلیت کشش عمیق برتر، آن را به گزینه اول برای تولید قطعات با اشکال پیچیده و عمق زیاد تبدیل کرده است.
انتخاب نهایی بین این دو گرید باید بر اساس الزامات خاص کاربرد، از جمله ملاحظات مقاومت به خوردگی، استحکام مورد نیاز و محدودیتهای اقتصادی صورت پذیرد. با این حال، در غیاب نیازهای خاص خوردگی، گرید ۳۰۴ عملکرد بهتری در فرآیند کشش عمیق ارائه میدهد.